

Gratowanie wałem gratującym.

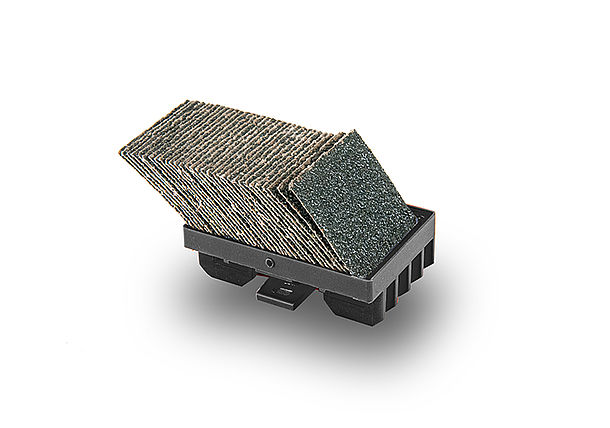
Wał gratujący jest najmocniejszym narzędziem do gratowania. Tym samym znajduje on zastosowanie przede wszystkim w przypadku grubych blach i mocnych gratów. Bęben powleczony taśmą szlifującą naciska z góry na kanty blachy. W tym samym czasie wał obraca się i zeszlifowuje w ten sposób uciążliwe graty z Państwa detali. Duża średnica oraz elastyczna podstawa pod właściwym (okrągłym) narzędziem, taśmą szlifującą, zapewniają wysoki nacisk na kanty blach oraz znakomity wynik gratowania. Wał gratujący znajduje wyśmienite zastosowanie jako wiodąca procedura gratowania w przypadku detali wycinanych plazmowo i autogenicznie.
Istnieje duża różnorodność rozmaitych materiałów szlifujących, które mogą być stosowane w połączeniu z wałem gratującym. W zależności od rodzaju i wielkości ziarnistości oraz stopnia twardości wału użytkownik ma wpływ na rezultat roboczy lub czas żywotności materiałów szlifujących. Dzięki dużej średnicy wału gratującego można także stosować szczególnie agresywne materiały szlifujące, co podkreśla wyjątkowość maszyny i procedury w zakresie obróbki dużych grubych blach.
Gratowanie blokami szlifującymi.
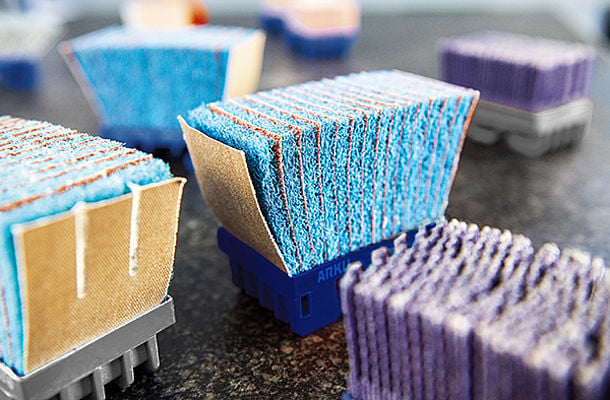
Bloki szlifujące mają tę zaletę, że mogą gratować blachy od góry i od dołu w jednym przejściu. Jest to sensowne zawsze wtedy, kiedy detale nie mogą (lub nie powinny) być odwracane. Także w przypadku pozostałości (grat lub odpryski materiału) silnie przywierających do obu stron blachy obróbka obustronna jest nie do uniknięcia. Obróbka obustronna w jednym przejściu zapewnia także znaczące oszczędności na kosztach procesu. Tym samym nieco większy koszt narzędzi (w porównaniu do taśmy szlifierskiej) jest więcej niż bardzo zrekompensowany.
Bloki szlifujące nadają się do usuwania gratów po cięciu laserowym oraz wykrawaniu. Ponieważ blachy zarówno przed, jak też po obróbce są trzymane, procedura ta charakteryzuje się także większą tolerancją w przypadku lekkiego wygięcia detali. W przypadku silnych gratów po wypalaniu stosuje się wspomniany powyżej wał gratujący zamiast bloków szlifierskich.
Bloki szlifujące ARKU dostępne są w wysokiej jakości wersji z cyrkonu korundowego oraz z ceramiki w różnych sprawdzonych wielkościach ziarnistości.
Orginalne części zamienne i zużywalne do maszyn do gratowania
- szybka wysyłka
- porady osobiste
- historia zamówień i lista ulubionych jednym kliknięciem
- proste opcje płatności
- produkty wysokiej jakości made in Germany
Więcej informacji.
Kontakt.

Andreas Hellriegel
prostowanie elementów
T: +49 7221 5009-78
Bądź na bieżąco: z naszym newsletterem.
Maszyny używane przez klientów, praktyczne wskazówki, wydarzenia i wiele więcej: Dowiedz się, co nowego w świecie ARKU.
Zarejestruj się
Infolinia dla Klientów.
Dzięki naszej infolinii* jesteśmy do dyspozycji przez całą dobę, 7 dni w tygodniu.
T: +49 180 555 27 58
*koszt: 14 ct/min z niemieckiej sieci stacjonarnej. Połączenia z sieci komórkowych kosztują maks. 42 ct/min.
Doradztwo?
Nie mają Państwo pewności, która maszyna spełni w największym stopniu Państwa oczekiwania? Chętnie pomożemy w wyborze.