La découpe laser s'est bien établie dans le traitement de la tôle, en particulier pour les matériaux plus fins. La raison: contrairement au poinçonnage ou au cisaillage, le laser est un outil exceptionnellement flexible. De nombreux job-shops se sont spécialisés dans ce procédé, car il leur permet de fabriquer facilement de nouvelles pièces pour leurs différents clients.

Une lumière particulière permet la découpe au laser
Laser (composé des mots anglais "light amplification by stimulated emission of radiation", en français : "amplification de la lumière par émission stimulée de rayonnement") désigne à la fois le faisceau et l'appareil avec lequel les rayons laser sont produits. Le faisceau laser utilisé pour la découpe est donc une onde électromagnétique. Ces ondes se distinguent de la lumière ordinaire par plusieurs facteurs : la haute intensité, la gamme de fréquences souvent très étroite (lumière monochromatique), la focalisation nette du faisceau et la grande cohérence (les ondes ont une relation de phase fixe dans la propagation spatiale et temporelle). Un faisceau laser peut chauffer et enlever presque n'importe quel matériau, ce que l'on appelle en physique l'ablation.
Les lasers sont souvent nommés en fonction des propriétés de leur milieu optique laser, c'est-à-dire en fonction du matériau qui génère la lumière laser. Les lasers les plus importants pour le travail de la tôle sont le laser CO2, qui utilise un milieu laser gazeux, et le laser à fibre, qui fonctionne avec des fibres de verre.
La découpe laser se compose de deux processus
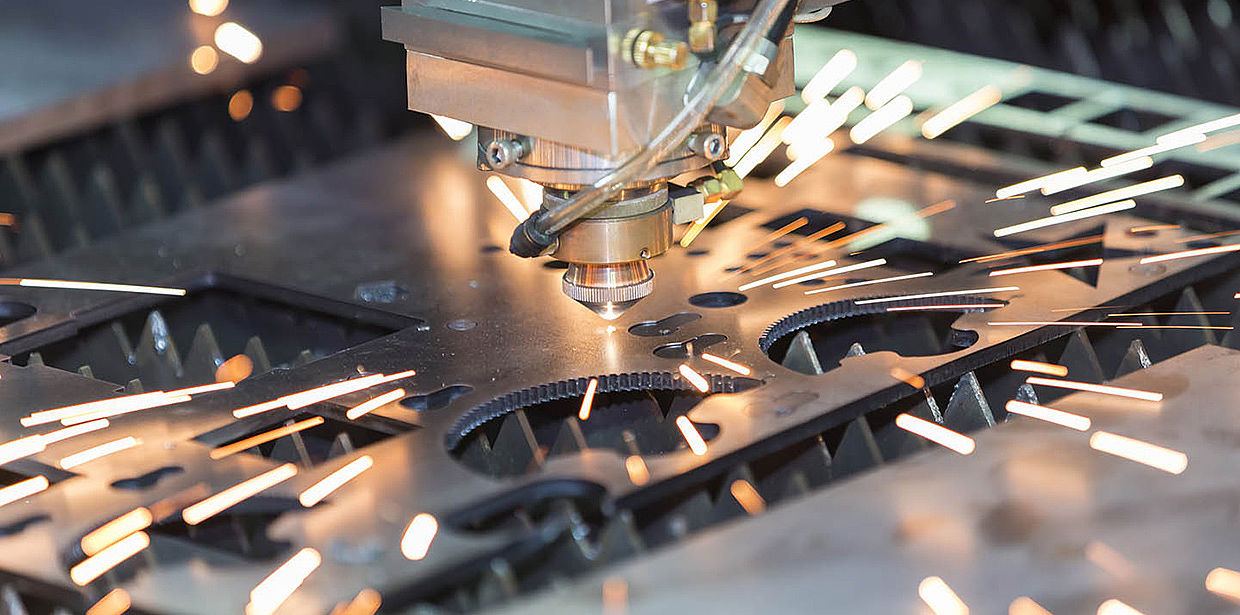
Pour être précis, deux processus se déroulent simultanément lors de la découpe au laser : Premièrement, le matériau sur le front de coupe absorbe le rayon laser et s'échauffe. Deuxièmement, le gaz de soufflage expulse le matériau enlevé hors du trait de coupe et protège ainsi l'optique de focalisation des vapeurs et des projections.

Selon que le matériau est éliminé du trait de coupe sous forme de liquide, de produit d'oxydation ou de vapeur, on distingue la découpe par fusion au laser, l'oxycoupage au laser et la découpe par sublimation au laser.
La découpe au laser peut également rendre l'ébavurage nécessaire
Cela a également des conséquences sur l'apparition de bavures. Certes, les pièces laser en acier de construction et en acier inoxydable peuvent effectivement être exemptes de bavures, selon l'épaisseur et la complexité du contour. Mais pour cela, l'optique de focalisation et les paramètres du processus doivent être réglés de manière optimale. Cependant, plus les pièces sont épaisses, plus la poussée de fusion est importante. Les contours étroits peuvent également nécessiter un traitement ultérieur. Pour les pièces en aluminium découpées au laser, la formation de bavures est inévitable.
Dans le cas des lasers à plat, des adhérences se produisent en outre sur la face inférieure de la tôle en raison des réflexions de la grille d'appui. Ce phénomène ne peut être évité même si tous les paramètres sont parfaitement adaptés. Lors de l'oxycoupage au laser, les arêtes de coupe sont en outre recouvertes d'une couche d'oxyde après le processus, qui doit être éliminée.
La découpe au laser fonctionne avec l'acier jusqu'à une épaisseur de plaque d'environ 40 mm, avec l'acier inoxydable jusqu'à environ 50 mm et avec l'aluminium jusqu'à 25 mm. L'aluminium est toutefois un matériau difficile à découper, car il reflète une grande partie du rayonnement laser et sa conductivité thermique élevée dissipe beaucoup d'énergie de la fente de découpe. Il en va de même pour le cuivre.
L'arrondissage des arêtes après la découpe laser est un impératif.
Même les pièces parfaitement découpées sont souvent retravaillées avec une machine à ébavurer, car une découpe laser présente des arêtes très vives. C'est encore plus vrai pour les lasers à fibre que pour les lasers CO2. Comme de nombreux acheteurs veulent non seulement des pièces ébavurées, mais aussi des pièces aux arêtes arrondies, cette étape du processus est absolument nécessaire.


