Insbesondere für dünnere Bleche hat sich das Laserschneiden in der Blechbearbeitung gut etabliert. Der Grund: Im Gegensatz zum Stanzen oder Scherschneiden ist der Laser als Werkzeug außergewöhnlich flexibel. Damit lohnt sich das Laserschneiden oft schon ab Losgröße 1. Viele Job-Shops haben sich auf dieses Verfahren spezialisiert, denn sie können damit unkompliziert neue Werkstücke für ihre unterschiedlichen Kunden fertigen.

Besonderes Licht ermöglicht das Laserschneiden
Laser (zusammengesetzt aus den englischen Wörtern „light amplification by stimulated emission of radiation“, deutsch: „Licht-Verstärkung durch stimulierte Emission von Strahlung“) bezeichnet sowohl den Strahl als auch das Gerät, mit dem Laserstrahlen erzeugt werden. Beim Laserstrahl, den man zum Schneiden nutzt, handelt es sich also um elektromagnetische Wellen. Von gewöhnlichem Licht unterscheiden sich diese Wellen durch mehrere Faktoren: die hohe Intensität, der oft sehr enge Frequenzbereich (monochromatisches Licht), die scharfe Bündelung des Strahls und die große Kohärenz (die Wellen haben eine feste Phasenbeziehung in räumlicher und zeitlicher Ausbreitung). Ein Laserstrahl kann fast jedes Material aufheizen und abtragen, was in der Physik als Ablation bezeichnet wird.
Laser werden oft anhand der Eigenschaften ihres optischen Lasermediums benannt, also nach dem Material, welches das Laserlicht erzeugt. Wichtig für die Blechbearbeitung sind vor allem der CO2-Laser mit gasförmigem Lasermedium und der Faserlaser, der mit Glasfasern arbeitet.
Laserschneiden besteht aus zwei Vorgängen
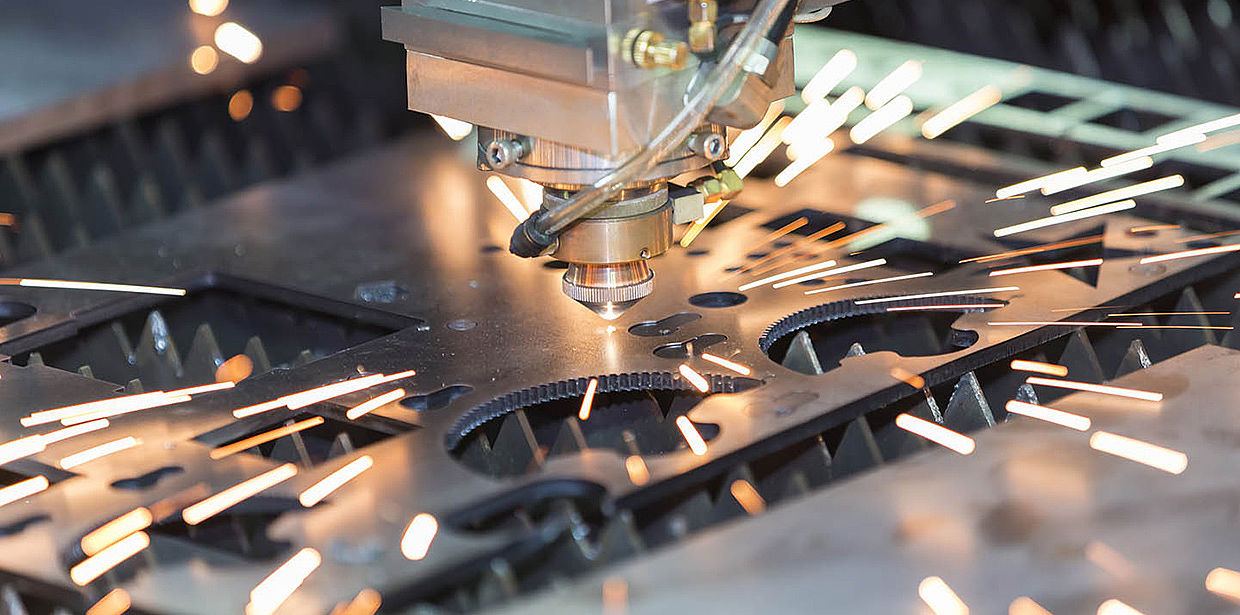
Genau betrachtet laufen beim Laserschneiden zwei Vorgänge gleichzeitig ab: Erstens absorbiert der Werkstoff an der Schneidfront den Laserstrahl und erhitzt sich. Zweitens bläst das Blasgas den abgetragenen Werkstoff aus der Schnittfuge und schützt damit auch die Fokussieroptik vor Dämpfen und Spritzern.

Je nachdem, ob der Werkstoff als Flüssigkeit, Oxidationsprodukt oder Dampf aus der Schnittfuge entfernt wird, unterscheidet man zwischen Laserstrahlschmelzschneiden, Laserstrahlbrennschneiden und Laserstrahlsublimierschneiden.
Auch Laserschneiden kann Entgraten notwendig machen
Dies hat auch Folgen für die Entstehung von Graten. Zwar können Laserteile aus Baustahl und Edelstahl je nach Stärke und Komplexität der Kontur tatsächlich gratfrei ausfallen. Dazu müssen allerdings Fokussieroptik und Prozessparameter optimal eingestellt sein. Je dicker die Teile sind, desto stärker wird aber der Schmelzaustrieb. Auch enge Konturen können eine Nachbearbeitung notwendig machen. Bei Teilen aus Aluminium, die mit dem Laser geschnitten sind, ist Gratbildung unvermeidlich.




Bei Flachbettlasern entstehen außerdem Anhaftungen an der Blechunterseite durch Reflektionen des Auflagerosts. Dies ist auch bei perfekter Abstimmung aller Parameter nicht zu verhindern. Beim Laserstrahlbrennschneiden sind zudem die Schnittkanten nach dem Prozess mit einer Oxidschicht behaftet, die entfernt werden muss.
Das Laserschneiden funktioniert mit Stahl bis zu einer Plattenstärke von etwa 40 mm, mit Edelstahl bis etwa 50 mm und mit Aluminium bis 25 mm. Der Werkstoff Aluminium ist allerdings schwer zu schneiden, weil er einen Großteil der Laserstrahlung reflektiert und weil die hohe Wärmeleitfähigkeit viel Energie vom Schneidspalt abführt. Das Gleiche gilt für Kupfer.
Kantenverrunden nach dem Laserschneiden ist ein Muss
Auch perfekt geschnittene Teile werden häufig mit einer Entgratmaschine nachbearbeitet, denn ein Laserschnitt ist sehr scharfkantig. Dies gilt für Faserlaser noch mehr als für CO2-Laser. Da viele Abnehmer nicht nur entgratete, sondern auch kantenverrundete Teile haben wollen, ist dieser Prozessschritt absolut notwendig.


